
ਉਤਪਾਦ


SUS304/ ਟੇਫਲੋਨ ਕੋਟਿੰਗ ਕੰਸੈਂਟ੍ਰਿਕ ਰੀਡਿਊਸਰ
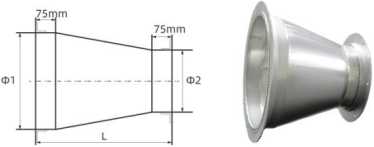

| ਲੇਖ ਨੰ. | ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | ਲੰਬਾਈ (ਮਿਲੀਮੀਟਰ) | ਮੋਟਾਈ (ਮਿਲੀਮੀਟਰ) |
| RE-0100 | 100 |
|
| 0.8 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0150 | 150 |
|
| 0.8 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0200 | 200 |
|
| 0.8 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0250 | 250 |
|
| 0.8 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0300 | 300 |
|
| 0.8 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| ਆਰ.ਈ.-0350 | 350 |
|
| 0.8 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0400 | 400 |
|
| 1.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0450 | 450 |
|
| 1.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0500 | 500 |
|
| 1.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0550 | 550 |
|
| 1.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0600 | 600 |
|
| 1.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0650 | 650 |
|
| 1.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0700 | 700 |
|
| 1.2 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0750 | 750 |
|
| 1.2 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0850 | 850 | <01 | or | 1.2 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0900 | 900 | ① 1 ਤੋਂ ਛੋਟਾ | ਗਾਹਕ ਦੀ ਲੋੜ ਅਨੁਸਾਰ ਅਨੁਕੂਲਿਤ | 1.2 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-0950 | 950 |
| ਗਾਹਕ ਦੀ ਬੇਨਤੀ | 1.2 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1000 | 1000 |
|
| 1.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1100 | 1100 |
|
| 1.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1200 | 1200 |
|
| 1.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1300 | 1300 |
|
| 1.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1400 | 1400 |
|
| 1.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1500 | 1500 |
|
| 1.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1600 | 1600 |
|
| 1.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1700 | 1700 |
|
| 2.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1800 | 1800 |
|
| 2.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-1900 | 1900 |
|
| 2.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-2000 | 2000 |
|
| 2.0 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-2500 | 2500 |
|
| 2.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-3000 | 3000 |
|
| 2.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
| RE-3600 | 3600 ਹੈ |
|
| 2.5 (ਜਾਂ ਗਾਹਕ ਦੀ ਬੇਨਤੀ) |
ਨੋਟ:
ਬੇਨਤੀ 'ਤੇ 2000mm ਤੋਂ ਵੱਧ ਡਕਟ ਵਿਆਸ ਉਪਲਬਧ ਹੈ।
ਡਕਟ ਮੋਟਾਈ SMACNA "ਗੋਲ ਉਦਯੋਗਿਕ ਡਕਟ ਨਿਰਮਾਣ ਮਾਪਦੰਡਾਂ** ਕਲਾਸ 1 ਅਤੇ 5 ਦੇ ਦਬਾਅ -2500Pa (-10 in.wg) 'ਤੇ ਬਣਾਈ ਗਈ ਹੈ। ਅਤੇ ਇਸ ਨੂੰ ਗਾਹਕ ਦੀ ਬੇਨਤੀ ਦੇ ਤੌਰ 'ਤੇ ਵੀ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।
1. ਪੇਂਟ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਏਅਰ ਡੈਕਟ ਦੇ ਹਿੱਸੇ (ਪਾਈਪ ਦੇ ਅੰਦਰ ਫਲੈਂਜ ਸਤਹ ਸਮੇਤ) ਨੂੰ ਸੈਂਡਬਲਾਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਸੈਂਡਬਲਾਸਟਿੰਗ ਦੀ ਖੁਰਦਰੀ 3.0 G/S76, 40μm ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਦੀ ਖੁਰਦਰੀ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਬਾਹਰ ਰਹਿ ਗਏ ਰੇਤ ਦੇ ਕਣਾਂ ਅਤੇ ਧਾਤ ਦੀ ਧੂੜ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਪਾਈਪ ਨੂੰ sandblasting ਦੇ ਬਾਅਦ ਹਟਾ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.ਪੁਸ਼ਟੀ ਕਰੋ ਕਿ ਡਕਟ ਵਰਕਪੀਸ ਦੀ ਸਤ੍ਹਾ ਸਾਫ਼ ਹੈ ਅਤੇ ਵਰਕਪੀਸ ਅਲਮੀਨੀਅਮ ਫੁਆਇਲ ਨਾਲ ਢੱਕੀ ਹੋਈ ਹੈ।
2. ਪਾਈਪ ਫਿਟਿੰਗਾਂ ਨੂੰ ਕੋਟਿੰਗ ਰੂਮ ਵਿੱਚ ਖਿੱਚੋ, ਪੇਂਟਿੰਗ ਸ਼ੁਰੂ ਕਰੋ, ਇਲੈਕਟ੍ਰੋਸਟੈਟਿਕ ਪਾਊਡਰ ਕੋਟਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਐਕਸਟੈਂਡਡ ਸਪਰੇਅ ਗਨ ਟਿਊਬ ਨਾਲ ਸਪਰੇਅ ਕਰੋ, 15-20 ਮਿੰਟਾਂ ਲਈ ਕੱਚੇ ਮਾਲ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ ਸਿੰਟਰਿੰਗ ਦੇ ਸਮੇਂ ਨੂੰ ਮੱਧਮ ਰੂਪ ਵਿੱਚ ਵਿਵਸਥਿਤ ਕਰੋ, ਅਤੇ ਸਿੰਟਰਿੰਗ ਤਾਪਮਾਨ ਸੀਮਾ ਹੈ। 285°~300°C
ਕੋਟਿੰਗ ਫਿਲਮ ਦੀ ਮੋਟਾਈ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ ਫਿਲਮ ਮੋਟਾਈ ਟੈਸਟਰ ਦੇ ਨਾਲ 3.100% ਕੁੱਲ ਗੁਣਵੱਤਾ ਨਿਰੀਖਣ (ਫਿਲਮ ਮੋਟਾਈ ਖੋਜ, ਪਿਨਹੋਲ ਖੋਜ),ਫਿਲਮ ਦੀ ਮੋਟਾਈ 260±30 μm ਹੈ।ਇੱਕ ਪਿਨਹੋਲ ਡਿਟੈਕਟਰ ਦੀ ਵਰਤੋਂ ਇਹ ਪਤਾ ਲਗਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਕੀ ਪਰਤ ਵਿੱਚ ਪਿਨਹੋਲ ਹਨ।ਸਟੈਂਡਰਡ ਡਿਟੈਕਸ਼ਨ ਵੋਲਟੇਜ ਨੂੰ 2.5KV ਵਿੱਚ ਐਡਜਸਟ ਕਰੋ, ਜੇਕਰ ਅਜਿਹੀਆਂ ਸੂਈਆਂ ਹਨ ਜਿਨ੍ਹਾਂ ਦੀ ਮੁਰੰਮਤ ਜਾਂ ਦੁਬਾਰਾ ਕੰਮ ਕਰਨ ਦੀ ਲੋੜ ਹੈ।ਗੁਣਵੱਤਾ ਦੀ ਜਾਂਚ ਤੋਂ ਬਾਅਦ ਫਿਲਮ ਦੀ ਮੋਟਾਈ ਅਤੇ ਪਿਨਹੋਲ ਟੈਸਟ ਦੇ ਨਤੀਜੇ "ਡਕਟ ਕੋਟੰਗ ਕੁਆਲਿਟੀ ਇੰਸਪੈਕਸ਼ਨ ਫਾਰਮ" ਵਿੱਚ ਦਰਜ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।
4. 2000mm ਤੋਂ ਵੱਧ ਡਕਟ ਵਿਆਸ ਬੇਨਤੀ 'ਤੇ ਉਪਲਬਧ ਹੈ.ਡਕਟ ਮੋਟਾਈ SMACNA 'ਤੇ ਬਣੀ ਹੋਈ ਹੈ।ਅਤੇ ਇਸ ਨੂੰ ਗਾਹਕ ਦੀ ਬੇਨਤੀ ਦੇ ਤੌਰ ਤੇ ਵੀ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ.









